| HARDOX KAYNAĞI ve KAYNAK KALİTESİNİ ETKİLEYEN FAKTÖRLER |
|
SSAB’nin aşınmaya dayanıklı çelikler için marka adı olan Hardox aşınma plakaları her iklim, arazi ve çevre koşulunda kullanılmaktadır. Hardox'un sertliği sebebiyle çoğu zaman kaynak yapımı konusunda endişe yaratsa da özel üretim teknikleri sayesinde düşük tutulabilen alaşım elementleri miktarı Hardox’un kaynaklanabilirliğini artırmaktadır.

İsveçli özel çelik devi SSAB'nin aşınmaya dayanıklı çelik grubu Hardox, tüm dünyada aşınma problemleriyle mücadele eden müşterilerin güvenini kazanmıştır. Hardox malzemelerin kaynağı, sertliğinden dolayı zaman zaman müşterileri endişelendirmektedir. Ancak Hardox’un eşsiz özellikleri sadece aşınma konusunda değil bu noktada da kendini göstermektedir. Sertliğine rağmen özel üretim teknikleri sayesinde düşük tutulabilen alaşım elementleri miktarı Hardox’un kaynaklanabilirliğini artırmaktadır. Hardox tüm kaynak yöntemleri kullanılarak kaynak yapılabilir. Düşük mukavemetli çeliklerin kaynağında kullanılan ekipman ve araçlar Hardox kaynağında da aynı şekilde kullanılabilir. Hardox kaynaklanabilirliği uygun tüm diğer çeliklerle kaynak yapılabilir. Hardox’un farklı çeliklerle kaynağının yapılması gerekiyorsa bu durumda kaynak yapılacak diğer çeliğin kaynaklanabilirliği sorgulanmalıdır.
Kaynak kalitesini etkileyen faktörler
Diğer tüm çeliklerde de olması gerektiği gibi kaynak bölgesinin temiz olması kaynağı olası bir çok hatadan korumaktadır. Bu noktada kaynak yapılacak bölgede nem, yağ, pas ve boya olmamasına dikkat edilmelidir. Diğer önemli unsurlar ise şu şekildedir:
•Uygun kaynak malzemesinin seçimi, (elektrot, tel, vb.)
•Uygun ön ısıtma ve pasolar arası geçiş sıcaklığı
•Isı girdisi
•Kaynak sıralaması ve kaynak bağlantısı arasındaki boşluk

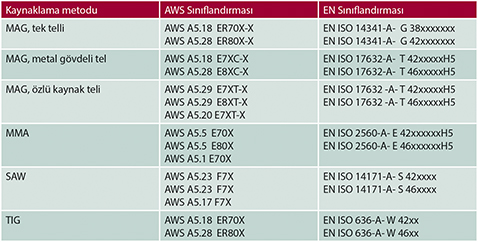
Bu yazımızda uygun kaynak malzemesi ve koruyucu gaz seçimi ve uygulanması gereken ön ısıtma sıcaklığının seçilmesi ve uygulanma şekli hakkında bilgiler verilecektir. Hardox malzemelerin kaynağında kullanılabilecek dolgu malzemeleri aşağıdaki tabloda listelenmiştir. Özetle 500MPa akma mukavemetinden daha düşük mukavametli dolgu malzemelerinin seçilmesi uygundur. Düşük mukavemetli çeliklerin kaynağında kullanılan piyasada SG2 adıyla anılan ve güncel standartlarda G3Si1 koduyla belirtilen teller Hardox kaynağında da kullanılabilir. Düşük mukavemetli tel ve elektrotların seçimi hidrojen çatlağı riskini azalttığı için özellikle tavsiye edilmektedir. Örtülü elektrot kullanımı söz konusu ise bu durumda elektrodun hidrojen içeriğine dikkat edilmeli ve hidrojen içeriği 5ml/100gr’dan daha düşük olanlar tercih edilmelidir. Elektrot üreticisi tarafından belirtilen bir fırınlama ve saklama talimatı varsa bu talimatların da yerine getirilmesi gerekmektedir.
Ön ısıtma yapılması gereken Hardox kalitelerinde ve kalınlıklarında, ön ısıtma yapılması mümkün olmayan bir durum varsa bu durumda AWS 307 östenik paslanmaz çelik elektrotlar ve teller kullanılabilir. İkinci tercih olarak AWS 309 elektrot ve tellerde tercih edilebilir. Gaz altı kaynağı için koruyucu gaz seçiminde de yine aynı şekilde düşük mukavemetli çeliklerin kaynağında kullanılan gazlar kullanılabilir. Bu noktada daha kararlı bir ark elde etmek ve gerekli nüfuziyeti sağlamak için piyasada yaygın olarak kullanılan %1820 arasında CO2 içeren Argon gazı tercih edilebilir.

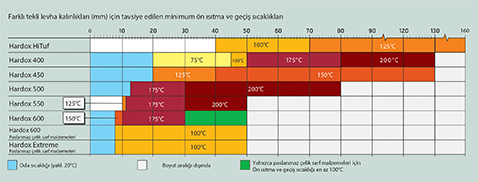
Hardox kaynağında uygulanması gereken ön ısıtma sıcaklıkları
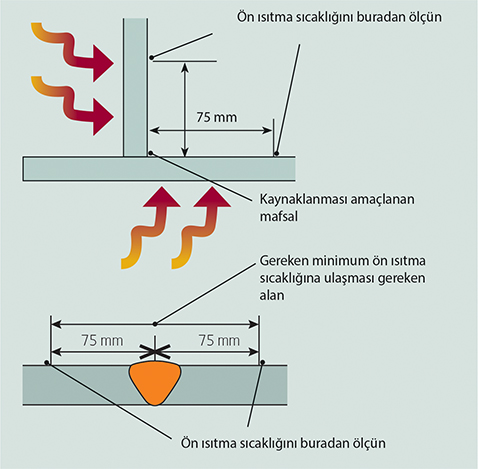
Diğer düşük mukavemetli çeliklerin de kaynağında olduğu gibi kalın malzemelerde ve Hardox’un yüksek sertlikte olan kalitelerinde ön ısıtma uygulanması tavsiye edilmektedir. SSAB uygulanması için önerdiği ön ısıtma sıcaklıklarını yukarıdaki tabloda sunmaktadır. Tabloda kaynak yapılacak kalınlık ve Hardox kalitesi seçilmeli ve bu seçimlere uygun gelen ön ısıtma sıcaklığı kaynak bölgesine uygulanmalıdır. Farklı kalınlıkta ve farklı sertlikte Hardox'lar birbirlerine kaynak yapılacaksa tablodan en yüksek ön ısıtma sıcaklığı hangi malzeme için uygulanması gerekiyorsa o sıcaklık her iki malzeme için de uygulanmalıdır. Ön ısıtma kaynak yapılacak noktadan 75mm mesafeye kadar uygulanmalıdır. Kızılötesi sıcaklık ölçen araçlar ya da ısı tebeşirleri plaka sıcaklığını ölçmek için kullanılabilir.
Daha detaylı bilgi için teknik.destek@ssab.com adresine e-mail gönderebilirsiniz.